Автоматический намоточный станок
Вс янв 24, 2021 00:04:36
Приветствую всех заглянувших сюда!
Хотел бы поделиться проектом полноценного намоточного станка с автоматической укладкой провода.
Сначала небольшая предыстория. Этот проект создавался по просьбе моего хорошего знакомого Яна (здесь он присутствует под соответствующим ником). Он нашёл и повторил вот эту конструкцию, но, как оказалось, работает она очень плохо. Получить нужный шаг намотки затруднительно, реальное перемещение укладчика за один оборот вала с каркасом не соответствует установленному значению. Также в этой конструкции для экономии выводов использовано подключение кнопок к АЦП, и из-за недоработанной программной реализации опроса кнопок периодически возникают глюки - срабатывает не та кнопка, которая должна. И эти проблемы появились у многих, кто повторил конструкцию, как следует из темы с обсуждением.
Поскольку механика намоточного станка была уже готова, проект нужно было завершить. Я посмотрел оригинальную программу для Ардуино, и понял, что проще сделать всё с нуля, а не пытаться исправить имеющееся.
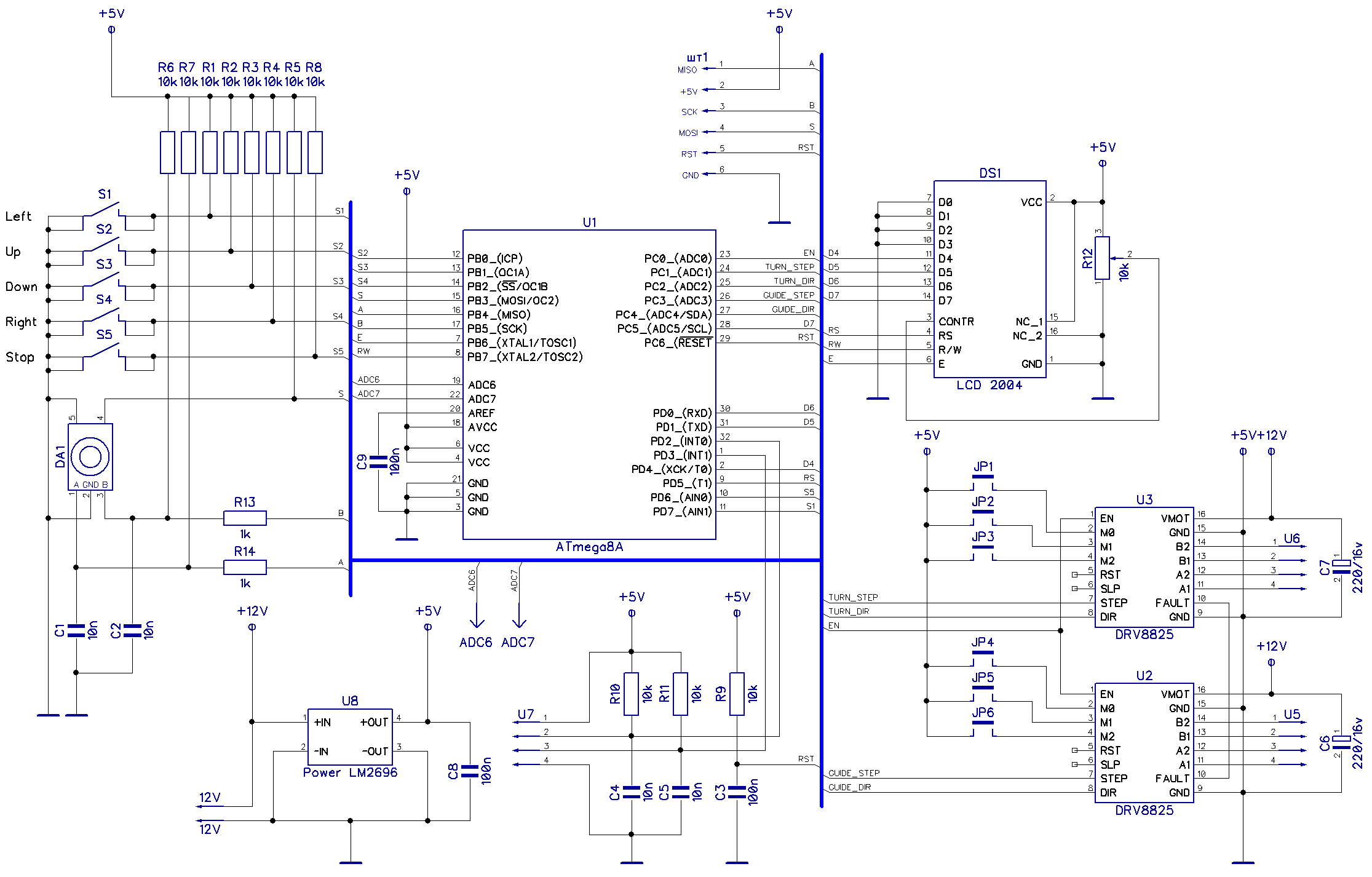
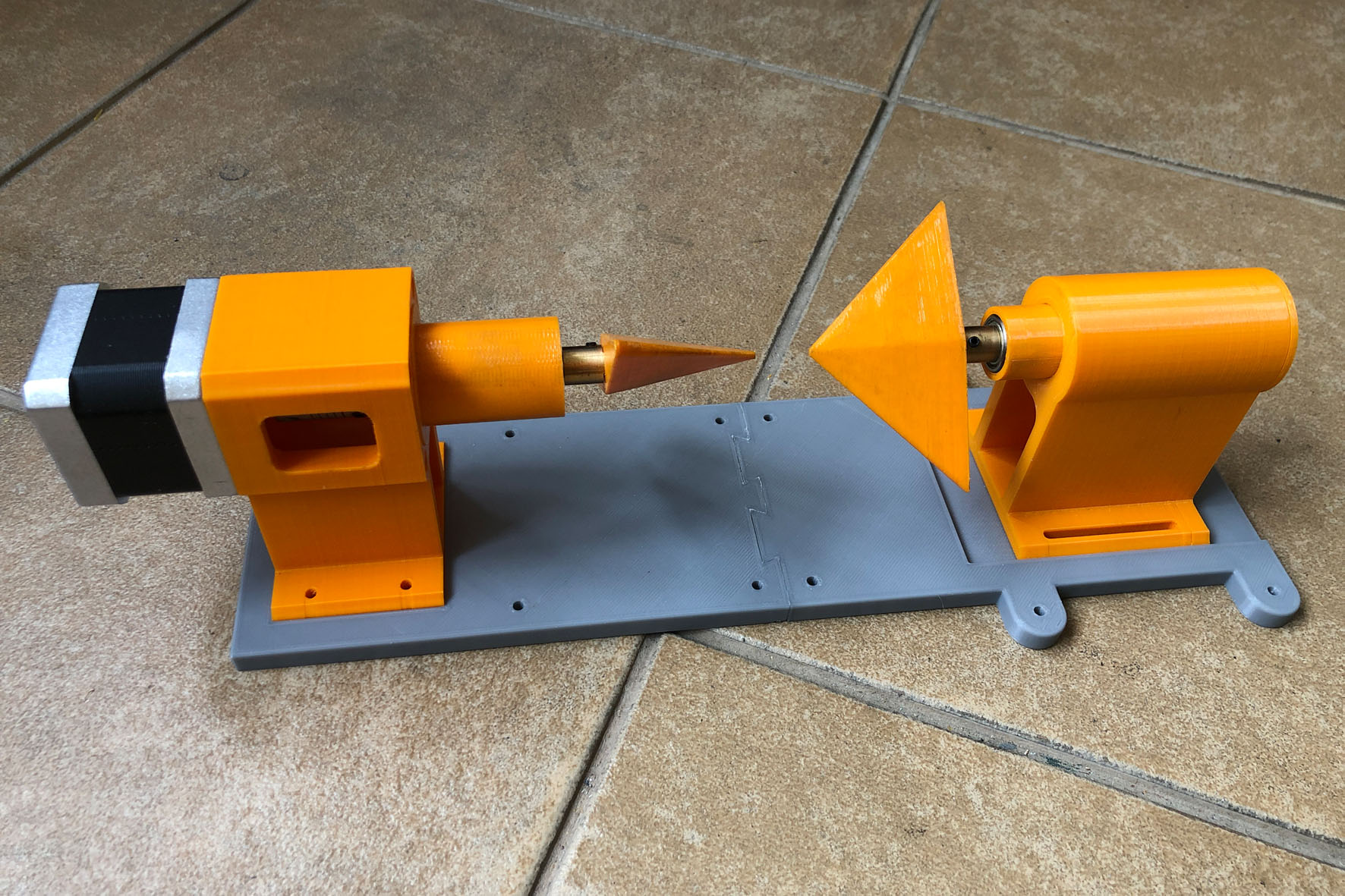
Механическая часть содержит два шаговых двигателя: один вращает вал, на который крепится каркас наматываемой катушки, а второй посредством ходового винта приводит в движение укладчик провода - механизм, направляющий провод в нужную точку каркаса. Управляет этими двумя двигателями микроконтроллер ATmega8A. Схема устройства:
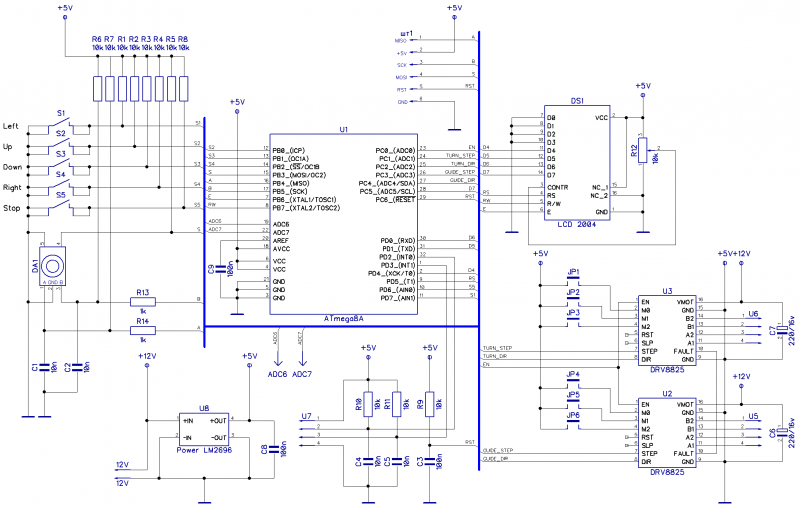
Шаговые двигатели управляются при помощи готовых китайских платок драйверов (в данном случае использованы DRV8825, но можно поставить и любые другие). Драйвер U3 управляет двигателем намотки, а U2 - двигателем укладчика. Дополнительно предусмотрена возможность подключения энкодера, установленного на валу двигателя намотки (разъём U7), однако, в настоящий момент программной поддержки этого узла нет.
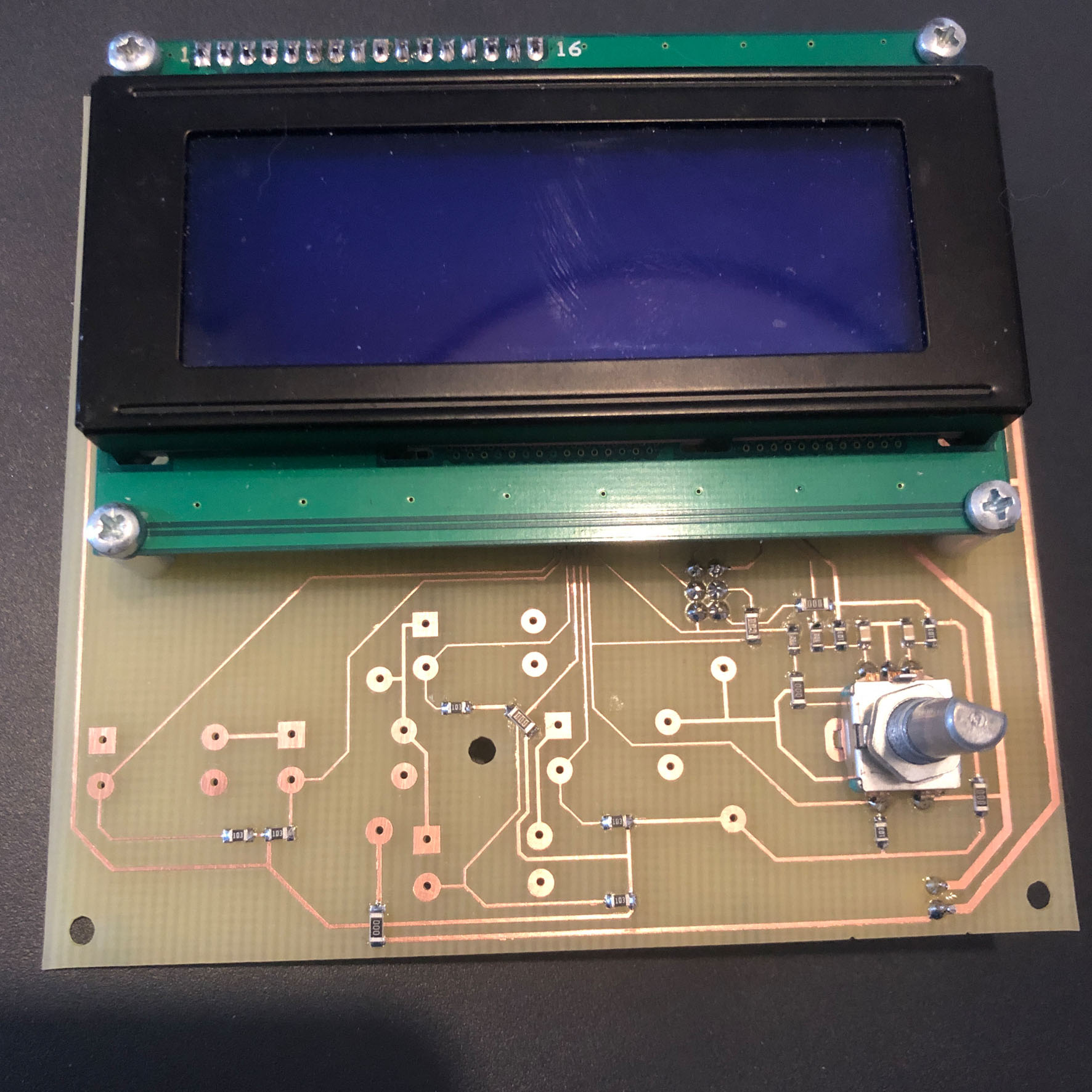
Органы управления устройством остались такие же, как и в оригинальной конструкции: энкодер (с кнопкой) и ещё пять кнопок. Информация выводится на индикатор 2004 (20 символов, 4 строки) с контроллером, совместимым с HD44780.
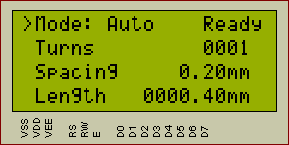
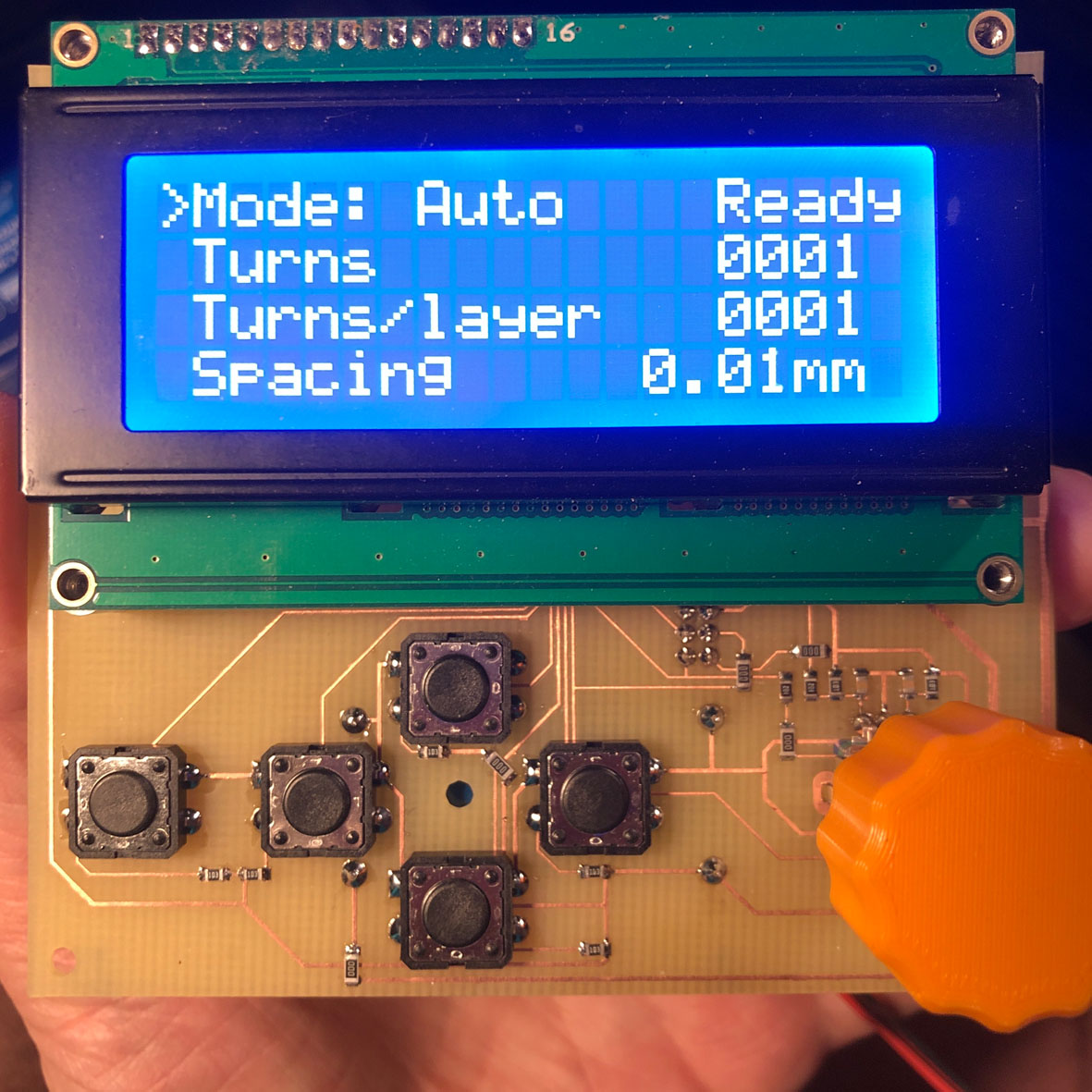
Для установки всех параметров намотки используется энкодер, реализовано простейшее меню. Сначала поворотом энкодера выбирается требуемый параметр (пункт меню). Курсор в виде символа ">" указывает на выбранный пункт меню.
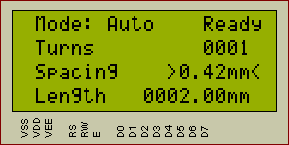
Для входа в режим редактирования параметра нужно нажать кнопку энкодера (назовём её кнопкой OK). при этом вокруг значения параметра появятся символы ">" и "<". Далее вращением энкодера устанавливается необходимое значение. При нажатии кнопки OK устройство снова переходит в режим выбора параметра. Числовые параметры с большим числом разрядов устанавливаются поразрядно. Переход к следующему разряду осуществляется кнопкой OK. Изменяемый в данный момент разряд разряд мигает, при повороте энкодера мигание временно приостанавливается.
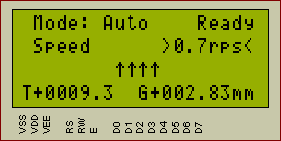
Намоточный станок имеет два режима работы: автоматический (Auto) и ручной (Manual). Режим выбирается в пункте меню Mode.
В автоматическом режиме устанавливаются следующие параметры:
1. Turns - число витков;
2. Spacing - расстояние между витками, т.е. шаг намотки (величина смещения укладчика за один оборот катушки), мм;
3. Length - длина намотки, мм;
4. Turns/layer - число витков в слое;
5. Speed - скорость намотки, об./с;
6. Direction - начальное направление движения укладчика (на первом слое);
7. Pause - автоматическая приостановка намотки в конце каждого слоя (например, для прокладки межслойной изоляции).
Для запуска намотки нужно нажать и удерживать в течение одной секунды кнопку OK. Намотка производится послойно с изменением направления между слоями. В конце каждого слоя станок останавливается, если в пункте меню Pause выбрано On. Также поставить намотку на паузу можно в любой момент, нажав кнопку OK. Для возобновления процесса намотки нужно также нажать OK. Текущее состояние отображается в правом верхнем углу индикатора:
Ready - устройство готово к запуску;
Running - намотка запущена;
Paused - намотка приостановлена;
Done - намотка завершена.
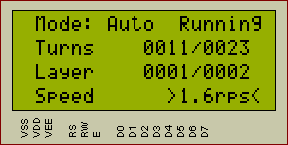
В процессе намотки, а также в режиме паузы, можно изменять скорость вращением энкодера. Кнопка Stop мгновенно останавливает намотку, устройство переходит в меню.
Наличие в меню одновременно параметров Length и Turns/layer требует пояснения. Очевидно, эти величины связаны между собой. А именно,
<Length> = (<Turns/layer> + 1) * <Spacing>.
Единица в формуле появилась из-за того, что реальная длина намотки больше величины смещения укладчика на диаметр провода. Например, один виток при намотке "виток к витку" имеет длину, равную двум диаметрам провода.
При изменении одного из параметров Length и Turns/layer второй меняется автоматически. В случае, если изменяется длина намотки, выбирается максимально возможное число витков, умещающихся на этой длине. Число витков в слое меняется от 1 до общего числа витков, а длина намотки - в диапазоне от удвоенного шага до длины, соответствующей общему числу витков. Таким образом, при изменении длины число витков будет также лежать в пределах от 1 до общего числа витков.
Немного сложнее обстоит дело, если изменяется шаг намотки (Spacing). В этом случае длина намотки остаётся неизменной, а число витков в слое пересчитывается (и опять берётся максимально возможное значение). Если полученное число витков превышает общее число витков, длина намотки уменьшается до (<Turns> + 1) * <Spacing>, а если получено число 0, то длина увеличивается до 2 * <Spacing>. Число витков в этих случаях корректируется соответствующим образом.
Кнопки Left, Right, Up, Down образуют подобие джойстика. Они позволяют вручную выставить укладчик и повернуть катушку. Работают они в том случае, если не запущена намотка (слово Ready в левом верхнем углу). При нажатии на любую из них на индикатор выводятся текущие координаты (об этом я расскажу подробнее в описание режима Manual). Если нажата одна из кнопок Up и Down (т.е. производится поворот катушки), выводится также текущее значение скорости вращения, которую можно менять прямо в процессе при помощи энкодера.
Режим Manual имеет следующие отличия от режима Auto:
1. Управление шаговыми двигателями производится только при помощи кнопок.
2. Сигнал ENABLE с драйверов ШД не снимается после остановки двигателей, т.е. реализован режим удержания.
3. Текущие координаты отображаются постоянно, а не только при нажатии на кнопки перемещения.
Меню в режиме Manual состоит из двух пунктов:
1. Speed - аналогичен такому же пункту в режиме Auto;
2. Reset position - обнуление текущих координат.
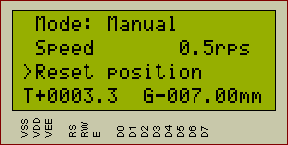
Координаты представляют собой два числа: T (Turn) и G (Guide). Первое соответствует числу витков (вернее, числу оборотов), второе - положению укладчика (в мм). Координаты могут быть как положительными, так и отрицательными.
Ручной режим имеет несколько применений. Во-первых, его можно использовать для намотки с укладкой провода вручную. Режим удержания ШД исключает проворот двигателя намотки из-за натяжения провода. Во-вторых, можно наматывать катушки со сложной конфигурацией обмоток (переменный шаг или ещё что-то подобное). В-третьих, поскольку координаты постоянно видны на индикаторе, легко можно осуществить начальное позиционирование укладчика. Например, если нужно намотать на одну катушку несколько обмоток, то в ручном режиме можно до намотки первой обмотки обнулить координаты у левого края каркаса, потом выполнить автоматическую намотку в один слой, а затем снова в режиме Manual вернуть укладчик от правого края каркаса в положение, близкое к нулю. Возможно, есть и ещё какие-то способы использования этого режима. Двигателями можно управлять как угодно, поэтому удастся реализовать любую идею.
Поскольку у желающих повторить этот проект могут быть различные двигатели, ходовой винт и прочее, я выкладываю исходники, чтобы любой желающий смог подправить их под свою конструкцию. Программа написана на языке Си. В качестве среды разработки использовался Code::Blocks, компилятор - avr-gcc версии 8.3.0. Теоретически, можно обойтись без Code::Blocks, создав Makefile, но я этого пока что не делал.
В файлах pins.h и lcdlibrary/lcd_definitions.h можно переназначить выводы МК. Во втором из них описывается подключение индикатора, а в первом - всего остального. При переназначении выводов есть ряд ограничений:
1. Неиспользуемый пока что энкодер на валу двигателя намотки должен подключаться только к PD2 и PD3, т.е. его подключение менять нельзя.
2. Энкодер для настройки параметров нужно подключать к двум соседним битам одного порта (PB4 и PB5, PD3 и PD2 и прочее). "Положительным" направлением вращения считается то, в котором контакт, подключенный к цепи ENCODER_A, замыкается первым (раньше).
3. Для возможности внутрисхемного программирования МК к выводам программирования SCK, MISO, MOSI (PB5, PB6, PB7) не рекомендуется подключать выводы D4..D7 индикатора, а также входы ENABLE и STEP драйверов ШД.
Параметры механики задаются в файле winding.h. Там задаётся число шагов на 1 оборот каждого из шаговых двигателей, дробление шага (микрошаг, установленный на драйвере), шаг резьбы ходового винта (в случае многозаходной резьбы - ход резьбы). Также задаётся ускорение двигателей (скорость разгона) в об./с^2 (rps/sec).
В файле winding.h есть параметр MOTOR_STEP_DIVIDER, используемый для оптимизации вычислений. Его следует рассчитать вручную как наибольший общий делитель (НОД) значений TURN_MOTOR_MICROSTEPS_PER_REVOLUTION и GUIDE_MOTOR_MICROSTEPS_PER_REVOLUTION (это число микрошагов на один оборот двигателей). В простейшем случае, если двигатели одинаковы, это число равно произведению числа шагов на дробление шага (т.е. все три значения MOTOR_STEP_DIVIDER, TURN_MOTOR_MICROSTEPS_PER_REVOLUTION и GUIDE_MOTOR_MICROSTEPS_PER_REVOLUTION равны друг другу).
В файле main.c задаются такие параметры, как минимальное и максимальное число витков, минимальный и максимальный шаг намотки, минимальная и максимальная скорость, а также скорость перемещения укладчика при нажатии кнопок Left и Right.
Таким образом, может потребоваться отредактировать четыре файла: pins.h, lcdlibrary/lcd_definitions.h, winding.h и main.c.
Напоследок, картинка с фьюзами МК ("галочка" - запрограммировано, т.е. лог. 0):
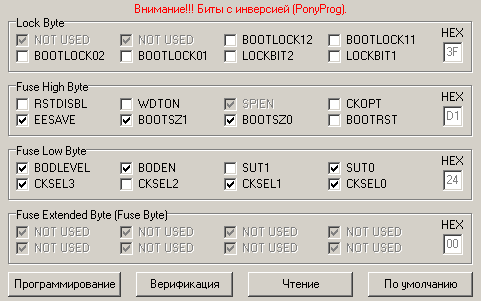
В архиве находятся: схема в DipTrace, PNG и PDF, проект Proteus для ознакомления с работой устройства, прошивка с исходниками и проект Code::Blocks, картинка с фьюзами.
Прочую полезную для повторения данной конструкции информацию (печатную плату, конструкцию механической части, модели для 3D-печати деталей и т.д.) в скором времени выложит Ян.
Хотел бы поделиться проектом полноценного намоточного станка с автоматической укладкой провода.
Сначала небольшая предыстория. Этот проект создавался по просьбе моего хорошего знакомого Яна (здесь он присутствует под соответствующим ником). Он нашёл и повторил вот эту конструкцию, но, как оказалось, работает она очень плохо. Получить нужный шаг намотки затруднительно, реальное перемещение укладчика за один оборот вала с каркасом не соответствует установленному значению. Также в этой конструкции для экономии выводов использовано подключение кнопок к АЦП, и из-за недоработанной программной реализации опроса кнопок периодически возникают глюки - срабатывает не та кнопка, которая должна. И эти проблемы появились у многих, кто повторил конструкцию, как следует из темы с обсуждением.
Поскольку механика намоточного станка была уже готова, проект нужно было завершить. Я посмотрел оригинальную программу для Ардуино, и понял, что проще сделать всё с нуля, а не пытаться исправить имеющееся.
Механическая часть содержит два шаговых двигателя: один вращает вал, на который крепится каркас наматываемой катушки, а второй посредством ходового винта приводит в движение укладчик провода - механизм, направляющий провод в нужную точку каркаса. Управляет этими двумя двигателями микроконтроллер ATmega8A. Схема устройства:
Шаговые двигатели управляются при помощи готовых китайских платок драйверов (в данном случае использованы DRV8825, но можно поставить и любые другие). Драйвер U3 управляет двигателем намотки, а U2 - двигателем укладчика. Дополнительно предусмотрена возможность подключения энкодера, установленного на валу двигателя намотки (разъём U7), однако, в настоящий момент программной поддержки этого узла нет.
Органы управления устройством остались такие же, как и в оригинальной конструкции: энкодер (с кнопкой) и ещё пять кнопок. Информация выводится на индикатор 2004 (20 символов, 4 строки) с контроллером, совместимым с HD44780.
Для установки всех параметров намотки используется энкодер, реализовано простейшее меню. Сначала поворотом энкодера выбирается требуемый параметр (пункт меню). Курсор в виде символа ">" указывает на выбранный пункт меню.
Для входа в режим редактирования параметра нужно нажать кнопку энкодера (назовём её кнопкой OK). при этом вокруг значения параметра появятся символы ">" и "<". Далее вращением энкодера устанавливается необходимое значение. При нажатии кнопки OK устройство снова переходит в режим выбора параметра. Числовые параметры с большим числом разрядов устанавливаются поразрядно. Переход к следующему разряду осуществляется кнопкой OK. Изменяемый в данный момент разряд разряд мигает, при повороте энкодера мигание временно приостанавливается.
Намоточный станок имеет два режима работы: автоматический (Auto) и ручной (Manual). Режим выбирается в пункте меню Mode.
В автоматическом режиме устанавливаются следующие параметры:
1. Turns - число витков;
2. Spacing - расстояние между витками, т.е. шаг намотки (величина смещения укладчика за один оборот катушки), мм;
3. Length - длина намотки, мм;
4. Turns/layer - число витков в слое;
5. Speed - скорость намотки, об./с;
6. Direction - начальное направление движения укладчика (на первом слое);
7. Pause - автоматическая приостановка намотки в конце каждого слоя (например, для прокладки межслойной изоляции).
Для запуска намотки нужно нажать и удерживать в течение одной секунды кнопку OK. Намотка производится послойно с изменением направления между слоями. В конце каждого слоя станок останавливается, если в пункте меню Pause выбрано On. Также поставить намотку на паузу можно в любой момент, нажав кнопку OK. Для возобновления процесса намотки нужно также нажать OK. Текущее состояние отображается в правом верхнем углу индикатора:
Ready - устройство готово к запуску;
Running - намотка запущена;
Paused - намотка приостановлена;
Done - намотка завершена.
В процессе намотки, а также в режиме паузы, можно изменять скорость вращением энкодера. Кнопка Stop мгновенно останавливает намотку, устройство переходит в меню.
Наличие в меню одновременно параметров Length и Turns/layer требует пояснения. Очевидно, эти величины связаны между собой. А именно,
<Length> = (<Turns/layer> + 1) * <Spacing>.
Единица в формуле появилась из-за того, что реальная длина намотки больше величины смещения укладчика на диаметр провода. Например, один виток при намотке "виток к витку" имеет длину, равную двум диаметрам провода.
При изменении одного из параметров Length и Turns/layer второй меняется автоматически. В случае, если изменяется длина намотки, выбирается максимально возможное число витков, умещающихся на этой длине. Число витков в слое меняется от 1 до общего числа витков, а длина намотки - в диапазоне от удвоенного шага до длины, соответствующей общему числу витков. Таким образом, при изменении длины число витков будет также лежать в пределах от 1 до общего числа витков.
Немного сложнее обстоит дело, если изменяется шаг намотки (Spacing). В этом случае длина намотки остаётся неизменной, а число витков в слое пересчитывается (и опять берётся максимально возможное значение). Если полученное число витков превышает общее число витков, длина намотки уменьшается до (<Turns> + 1) * <Spacing>, а если получено число 0, то длина увеличивается до 2 * <Spacing>. Число витков в этих случаях корректируется соответствующим образом.
Кнопки Left, Right, Up, Down образуют подобие джойстика. Они позволяют вручную выставить укладчик и повернуть катушку. Работают они в том случае, если не запущена намотка (слово Ready в левом верхнем углу). При нажатии на любую из них на индикатор выводятся текущие координаты (об этом я расскажу подробнее в описание режима Manual). Если нажата одна из кнопок Up и Down (т.е. производится поворот катушки), выводится также текущее значение скорости вращения, которую можно менять прямо в процессе при помощи энкодера.
Режим Manual имеет следующие отличия от режима Auto:
1. Управление шаговыми двигателями производится только при помощи кнопок.
2. Сигнал ENABLE с драйверов ШД не снимается после остановки двигателей, т.е. реализован режим удержания.
3. Текущие координаты отображаются постоянно, а не только при нажатии на кнопки перемещения.
Меню в режиме Manual состоит из двух пунктов:
1. Speed - аналогичен такому же пункту в режиме Auto;
2. Reset position - обнуление текущих координат.
Координаты представляют собой два числа: T (Turn) и G (Guide). Первое соответствует числу витков (вернее, числу оборотов), второе - положению укладчика (в мм). Координаты могут быть как положительными, так и отрицательными.
Ручной режим имеет несколько применений. Во-первых, его можно использовать для намотки с укладкой провода вручную. Режим удержания ШД исключает проворот двигателя намотки из-за натяжения провода. Во-вторых, можно наматывать катушки со сложной конфигурацией обмоток (переменный шаг или ещё что-то подобное). В-третьих, поскольку координаты постоянно видны на индикаторе, легко можно осуществить начальное позиционирование укладчика. Например, если нужно намотать на одну катушку несколько обмоток, то в ручном режиме можно до намотки первой обмотки обнулить координаты у левого края каркаса, потом выполнить автоматическую намотку в один слой, а затем снова в режиме Manual вернуть укладчик от правого края каркаса в положение, близкое к нулю. Возможно, есть и ещё какие-то способы использования этого режима. Двигателями можно управлять как угодно, поэтому удастся реализовать любую идею.
Поскольку у желающих повторить этот проект могут быть различные двигатели, ходовой винт и прочее, я выкладываю исходники, чтобы любой желающий смог подправить их под свою конструкцию. Программа написана на языке Си. В качестве среды разработки использовался Code::Blocks, компилятор - avr-gcc версии 8.3.0. Теоретически, можно обойтись без Code::Blocks, создав Makefile, но я этого пока что не делал.
В файлах pins.h и lcdlibrary/lcd_definitions.h можно переназначить выводы МК. Во втором из них описывается подключение индикатора, а в первом - всего остального. При переназначении выводов есть ряд ограничений:
1. Неиспользуемый пока что энкодер на валу двигателя намотки должен подключаться только к PD2 и PD3, т.е. его подключение менять нельзя.
2. Энкодер для настройки параметров нужно подключать к двум соседним битам одного порта (PB4 и PB5, PD3 и PD2 и прочее). "Положительным" направлением вращения считается то, в котором контакт, подключенный к цепи ENCODER_A, замыкается первым (раньше).
3. Для возможности внутрисхемного программирования МК к выводам программирования SCK, MISO, MOSI (PB5, PB6, PB7) не рекомендуется подключать выводы D4..D7 индикатора, а также входы ENABLE и STEP драйверов ШД.
Параметры механики задаются в файле winding.h. Там задаётся число шагов на 1 оборот каждого из шаговых двигателей, дробление шага (микрошаг, установленный на драйвере), шаг резьбы ходового винта (в случае многозаходной резьбы - ход резьбы). Также задаётся ускорение двигателей (скорость разгона) в об./с^2 (rps/sec).
В файле winding.h есть параметр MOTOR_STEP_DIVIDER, используемый для оптимизации вычислений. Его следует рассчитать вручную как наибольший общий делитель (НОД) значений TURN_MOTOR_MICROSTEPS_PER_REVOLUTION и GUIDE_MOTOR_MICROSTEPS_PER_REVOLUTION (это число микрошагов на один оборот двигателей). В простейшем случае, если двигатели одинаковы, это число равно произведению числа шагов на дробление шага (т.е. все три значения MOTOR_STEP_DIVIDER, TURN_MOTOR_MICROSTEPS_PER_REVOLUTION и GUIDE_MOTOR_MICROSTEPS_PER_REVOLUTION равны друг другу).
В файле main.c задаются такие параметры, как минимальное и максимальное число витков, минимальный и максимальный шаг намотки, минимальная и максимальная скорость, а также скорость перемещения укладчика при нажатии кнопок Left и Right.
Таким образом, может потребоваться отредактировать четыре файла: pins.h, lcdlibrary/lcd_definitions.h, winding.h и main.c.
Напоследок, картинка с фьюзами МК ("галочка" - запрограммировано, т.е. лог. 0):
В архиве находятся: схема в DipTrace, PNG и PDF, проект Proteus для ознакомления с работой устройства, прошивка с исходниками и проект Code::Blocks, картинка с фьюзами.
Прочую полезную для повторения данной конструкции информацию (печатную плату, конструкцию механической части, модели для 3D-печати деталей и т.д.) в скором времени выложит Ян.
Последний раз редактировалось *Trigger* Вс янв 24, 2021 16:31:22, всего редактировалось 2 раз(а).
Re: Автоматический намоточный станок
Вс янв 24, 2021 00:29:46
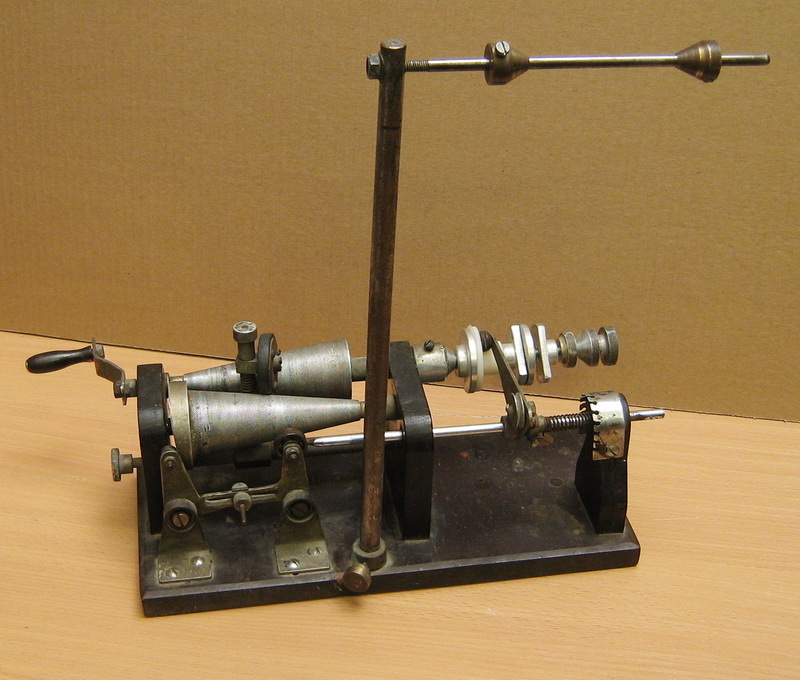
Раз такая тема про намоточные станки, станок для намотки катушек универсалью, это почти точная копия станка из журнала Радио, №8 за 1954 год:






Re: Автоматический намоточный станок
Вс янв 24, 2021 00:37:48
*Trigger*, просто нет слов. 

А не планируется ли установка числа шагов на оборот/миллиметр в каком нибудь сервисном меню/режиме?*Trigger* писал(а):Поскольку у желающих повторить этот проект могут быть различные двигатели, ходовой винт и прочее, я выкладываю исходники, чтобы любой желающий смог подправить их под свою конструкцию.
Re: Автоматический намоточный станок
Вс янв 24, 2021 09:15:21
korob писал(а):А не планируется ли установка числа шагов на оборот/миллиметр в каком нибудь сервисном меню/режиме?
Нет, такого в паланах нет. Во-первых, параметры механики настраиваются всего один раз, и делать отдельный режим для их настройки - излишество. Во-вторых, сейчас многие расчёты выполняются ещё на этапе компиляции прошивки, что сильно облегчает задачу микроконтроллеру. А памяти в нём не так уж много, поэтому отдельное меню с настройками и дополнительные вычисления могут просто не влезть. Но, может, и влезут - я особо не занимался оптимизацией программы под минимальный размер, есть, куда уменьшать. Наконец, на параметры механики есть некоторое количество ограничений, иногда весьма неочевидных. Сейчас это всё проверяется на этапе компиляции, и выдаётся ошибка, если что-то не так. В случае настроек прямо на устройстве придётся делать ещё и все эти проверки.
В общем, нет смысла так сильно заморачиваться ради однократно устанавливаемых параметров. Правка программы и последующая компиляция не представляют никаких трудностей даже для тех, кто далёк от программирования. Нужно всего лишь изменить константы, в сам код лезть не требуется.
Re: Автоматический намоточный станок
Вс янв 24, 2021 10:13:56
В дополнение темы. Если кто захочет повторить, ну или использовать часть конструкции, выкладываю все что есть по моему станку.
Плату я отфрезеровал на ЧПУ. Лень было травить.
Несколько фоток платы.


На последней плате промежуточная прошивка.
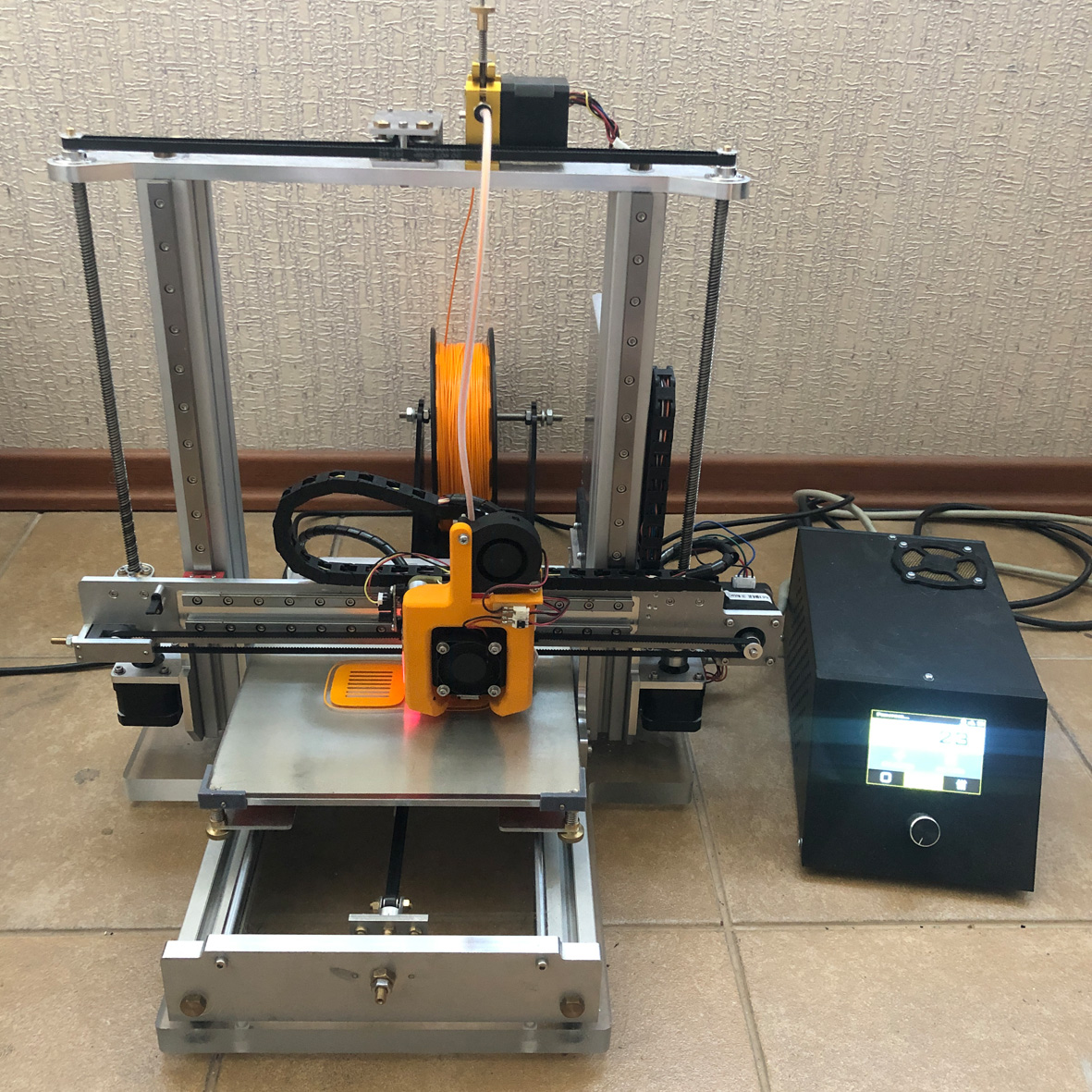
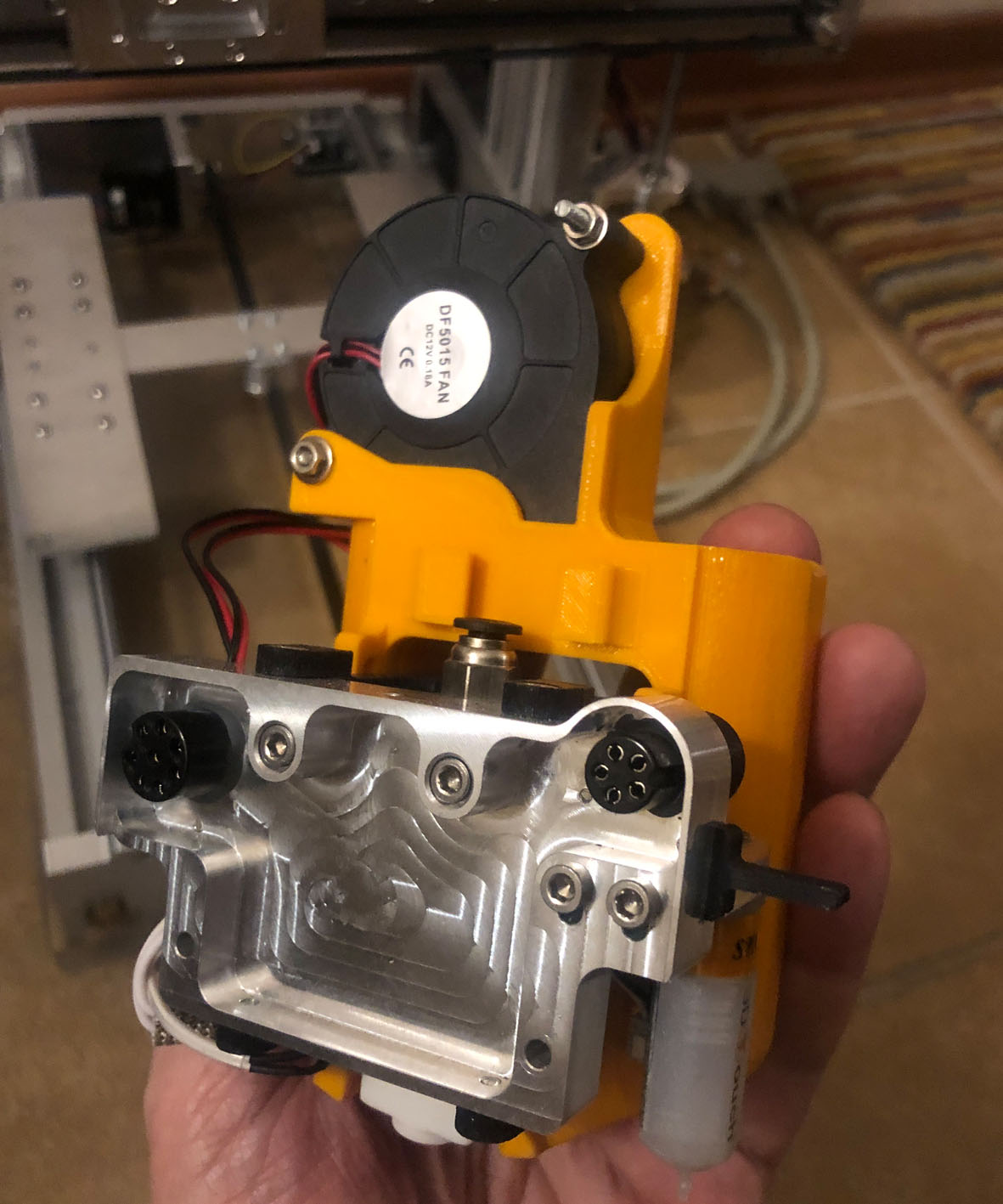
Фото самого станка. Это версия с управлением на ардуино, новую коробку под плату управления пока не напечатал.

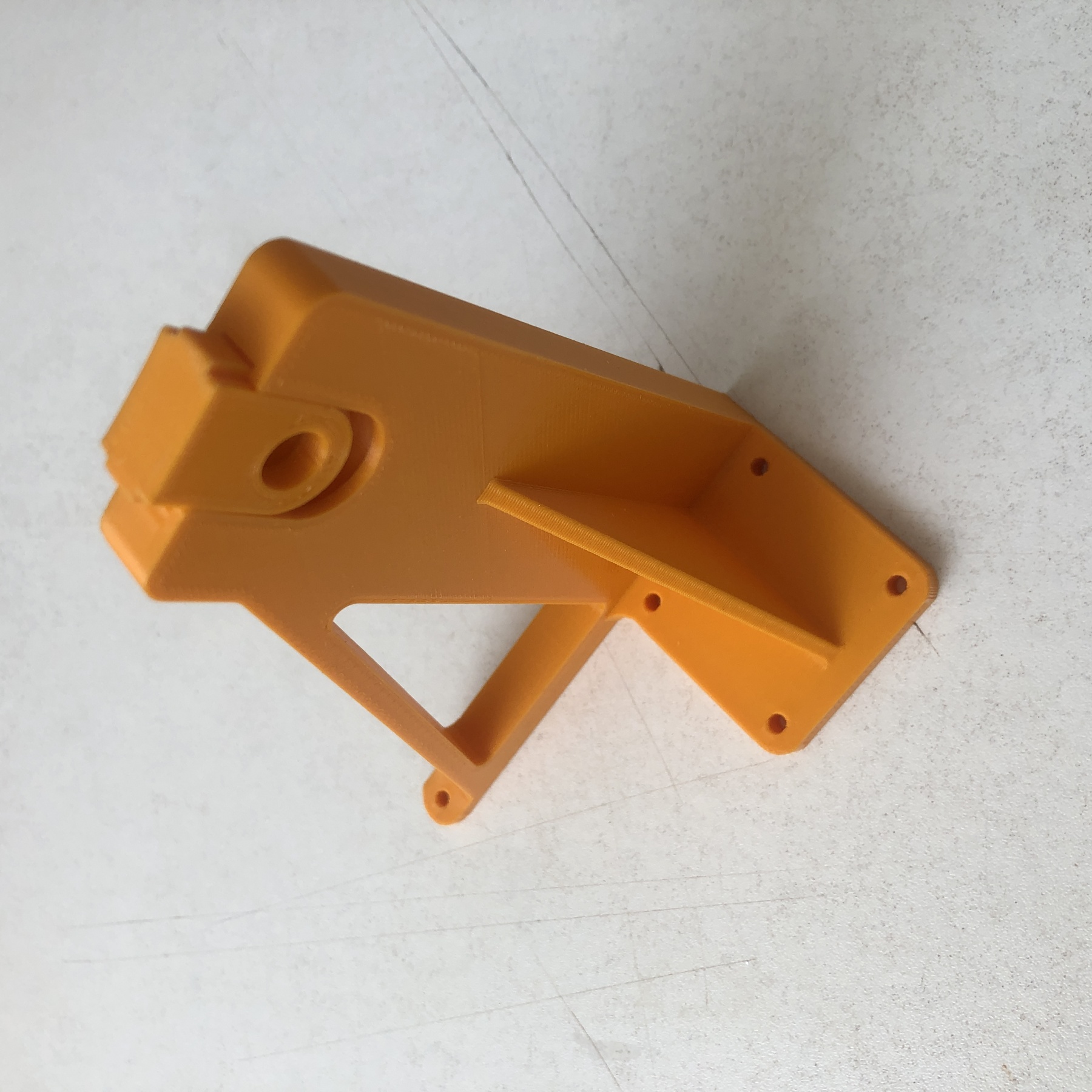
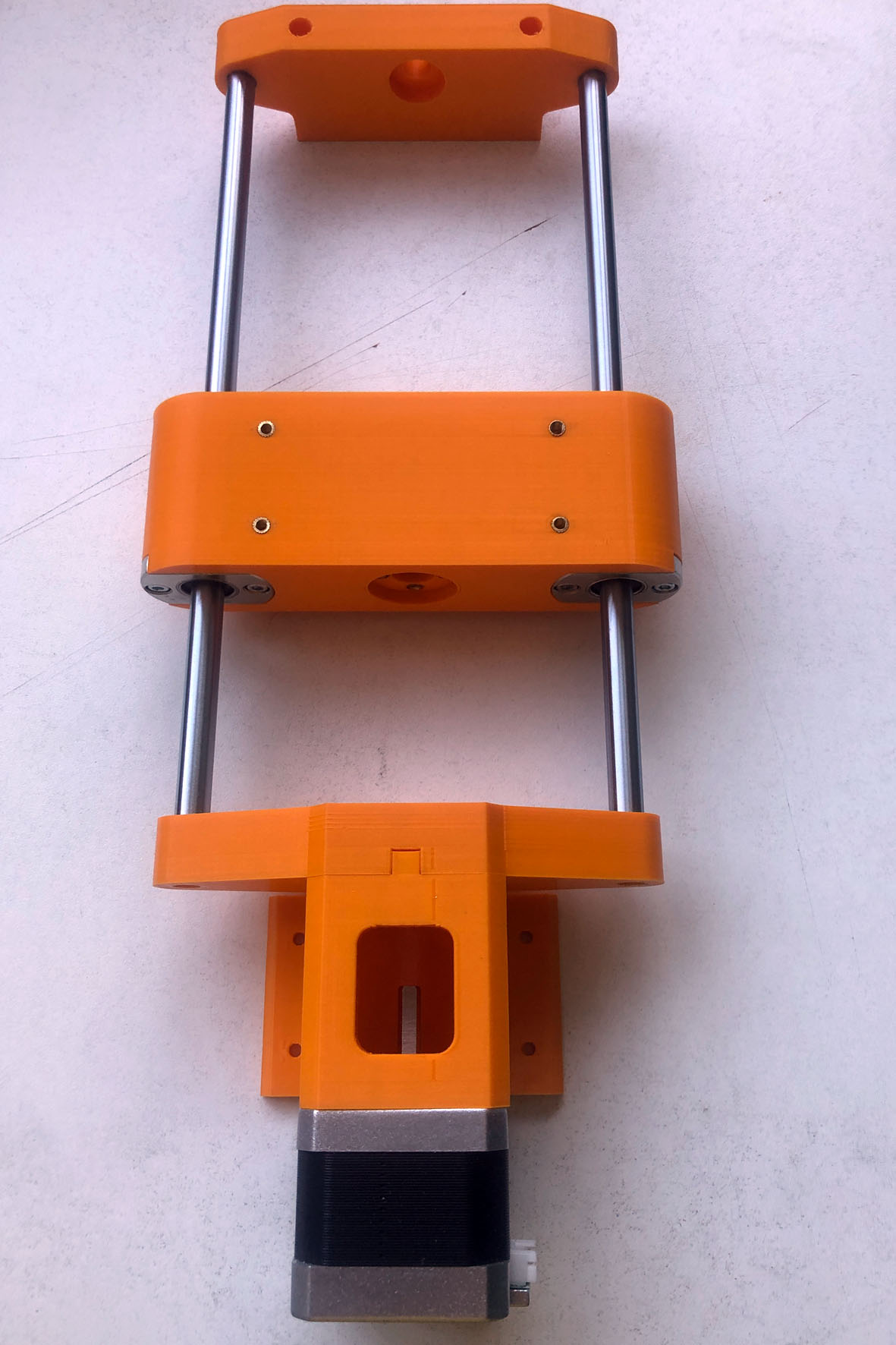
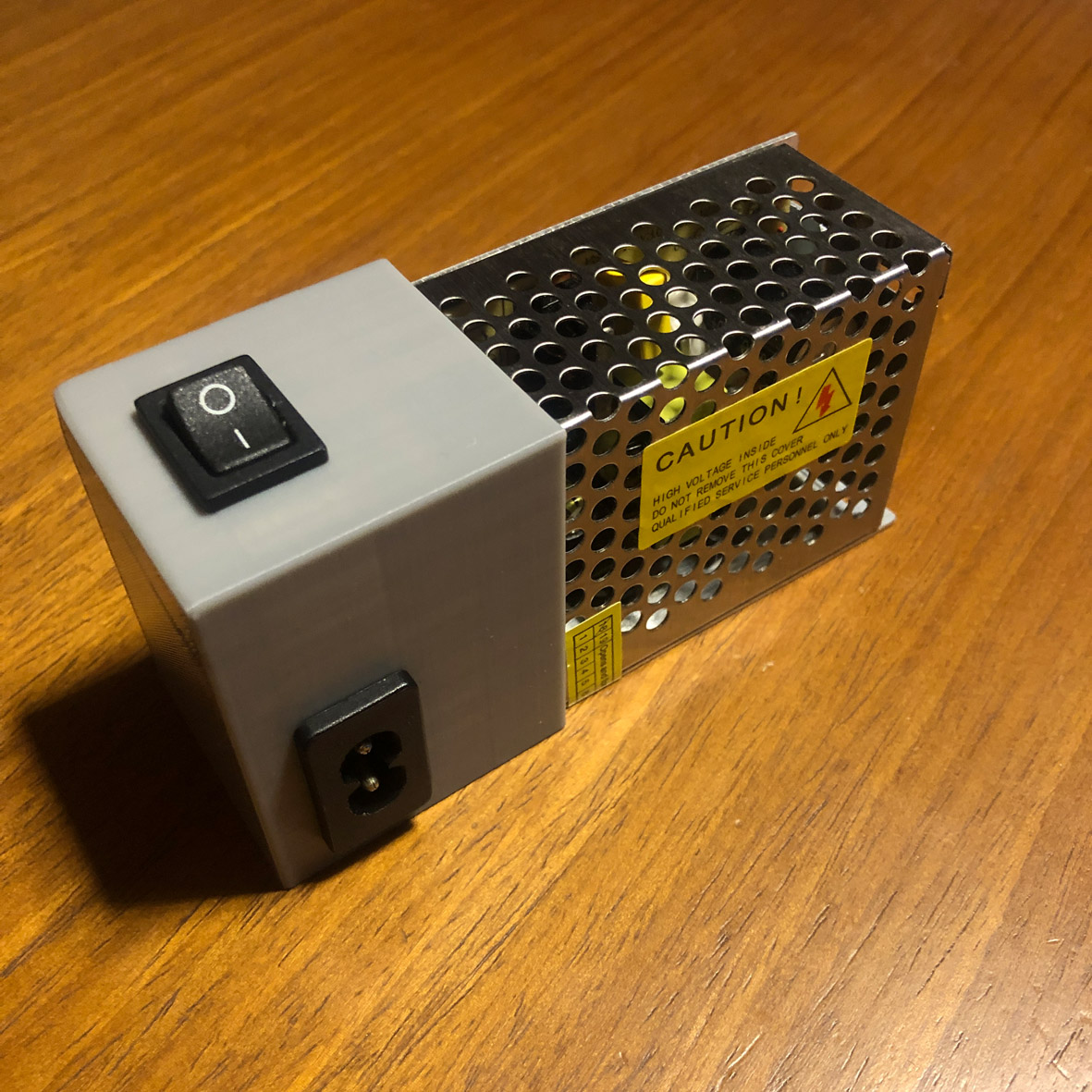
Некоторые детали и узлы станка.






Небольшое видео работы меню.
Схема и плата в Диптрейс.
https://yadi.sk/d/82CBeNBhTc0ViQ
Файлы для печати деталей станка.
https://yadi.sk/d/eGrGMg6Lg9ePFw
Чертежей металлических деталей я не делал, точил по месту.
Когда напечатаю корпус, добавлю его файлы.
Новая система управления оказалась гораздо удобнее версии на Ардуино. Огромное спасибо Арсению за его труды!!!
Плату я отфрезеровал на ЧПУ. Лень было травить.
Несколько фоток платы.

На последней плате промежуточная прошивка.
Фото самого станка. Это версия с управлением на ардуино, новую коробку под плату управления пока не напечатал.

Некоторые детали и узлы станка.


Небольшое видео работы меню.
Схема и плата в Диптрейс.
https://yadi.sk/d/82CBeNBhTc0ViQ
Файлы для печати деталей станка.
https://yadi.sk/d/eGrGMg6Lg9ePFw
Чертежей металлических деталей я не делал, точил по месту.
Когда напечатаю корпус, добавлю его файлы.
Новая система управления оказалась гораздо удобнее версии на Ардуино. Огромное спасибо Арсению за его труды!!!
Re: Автоматический намоточный станок
Вс янв 24, 2021 16:40:30
Ян, станок для намотки торов не пробывали реализовать?
Re: Автоматический намоточный станок
Вс янв 24, 2021 18:00:09
Нет необходимости. Зачем? Проще заказать. Этот станок делался для конкретных восьми маленьких катушек для одного проекта. Сделаю, и в дальний угол станочек задвину.
Re: Автоматический намоточный станок
Вс янв 24, 2021 19:13:08
Хороший однако у ТСа 3D принтер - так ровно напечатно.
Re: Автоматический намоточный станок
Вс янв 24, 2021 19:17:55
Ян, а как долго печатались детали и какой пластик использовался.
Re: Автоматический намоточный станок
Вс янв 24, 2021 19:25:49
Все потому, что самодельный.  Почему такой, потому как он переродился из Анета А6. Правда от того только моторы, винты, да направляющие оси У. Руки дойдут, на рельсы заменю. Я пробовал печатать на нем со скоростью 350мм/мин. Весьма нормально получилось. Очень жесткий. Профили 30х60, фрезерованный алюминий! Печатающий узел для удобства съемный. Управление Лердж.
Почему такой, потому как он переродился из Анета А6. Правда от того только моторы, винты, да направляющие оси У. Руки дойдут, на рельсы заменю. Я пробовал печатать на нем со скоростью 350мм/мин. Весьма нормально получилось. Очень жесткий. Профили 30х60, фрезерованный алюминий! Печатающий узел для удобства съемный. Управление Лердж.
Похвастался...

Печатал PLA. Время не засекал.
Похвастался...
Печатал PLA. Время не засекал.
Re: Автоматический намоточный станок
Вс янв 24, 2021 22:03:35
Ну да - там направляющие с ценой, как крыло от самолета. Не для простых людей конструктив. Думал есть дешевые и сердитые решения. Типа усилий на головке нет. Ан нет - как и обрабатывающие системы требует жесткости. Думал начать строить свой (из останков матричных принтеров, одну ось сделал) - но, видимо, для качественной работы нужны слишком уж приличные вложения.
С другой стороны, если вы такие деньги вбухали в направляющие, но до сих пор растяжимые ремни пользуете. И зачем 2 электродвигателя на вертикальную. ось, если она и так соединена ремнем вверху - не тянут ? Я собирался ставить один.
С другой стороны, если вы такие деньги вбухали в направляющие, но до сих пор растяжимые ремни пользуете. И зачем 2 электродвигателя на вертикальную. ось, если она и так соединена ремнем вверху - не тянут ? Я собирался ставить один.
Re: Автоматический намоточный станок
Пн янв 25, 2021 01:47:21
350мм/мин так медленно? или опечатка вышла.Ян писал(а):пробовал печатать на нем со скоростью 350мм/мин. Весьма нормально получилось. Очень жесткий.
У меня ender 3. скорости долее 120мм/с не ставил, особенно на высоких деталях, из-за особенностей технологии "дрыг стола". Хочется по быстрее и получилось-бы, но этот стол елозит туда-сюда, и чем выше поднимается тем сильнее "раздёргивает" (рябит). Правда ещё крышку (корпус) не мешало бы, от сквозняков закрыться. Только этим и не нравится, а всё остальное вполне устраивает.
Ян, зачётный аппарат!!!
 особенно горизонтальные направляющие.
особенно горизонтальные направляющие.
Re: Автоматический намоточный станок
Пн янв 25, 2021 07:22:48
Проект интересный, но как обычно стало обсуждение не в тему. Понятно, что станок делался для разового использования и маленьких катушек.
Есть вопрос к автору.
Будет все таки версия с энкодером на валу двигателя ?
Думаю в этом случае можно будет применить двигатель с редуктором и увеличить диаметр наматываемого провода.
Есть вопрос к автору.
Будет все таки версия с энкодером на валу двигателя ?
Думаю в этом случае можно будет применить двигатель с редуктором и увеличить диаметр наматываемого провода.
Re: Автоматический намоточный станок
Пн янв 25, 2021 07:35:12
Не знаю, сколько вложено, проект тянется лет 5, но пока нет ни головки, ни механизма подачи, есть мысль переделывать это в установку по засветке фоторезиста.
А застопорился аккурат на оси Z - каретка вертикальная клинит, надо строго синхронизировать ходовые винты, но китайские винты мне запороли про обработке концов + кончилась возможность договариваться о изготовлении деталей на производстве -поставили новое начальство, которое из принципа на дает рабочим подхалтуривать.
А застопорился аккурат на оси Z - каретка вертикальная клинит, надо строго синхронизировать ходовые винты, но китайские винты мне запороли про обработке концов + кончилась возможность договариваться о изготовлении деталей на производстве -поставили новое начальство, которое из принципа на дает рабочим подхалтуривать.
Re: Автоматический намоточный станок
Пн янв 25, 2021 08:59:45
Ну да - там направляющие с ценой, как крыло от самолета. Не для простых людей конструктив. Думал есть дешевые и сердитые решения. Типа усилий на головке нет. Ан нет - как и обрабатывающие системы требует жесткости. Думал начать строить свой (из останков матричных принтеров, одну ось сделал) - но, видимо, для качественной работы нужны слишком уж приличные вложения.
С другой стороны, если вы такие деньги вбухали в направляющие, но до сих пор растяжимые ремни пользуете. И зачем 2 электродвигателя на вертикальную. ось, если она и так соединена ремнем вверху - не тянут ? Я собирался ставить один.
С другой стороны, если вы такие деньги вбухали в направляющие, но до сих пор растяжимые ремни пользуете. И зачем 2 электродвигателя на вертикальную. ось, если она и так соединена ремнем вверху - не тянут ? Я собирался ставить один.
Вы наверно не мониторили цены на направляющие. Думаю они обошлись не дороже 4 тыс. Сейчас трудно вспомнить, а в истории на Али лень копаться. Это для ЧПУ не дешевые, у меня на станок на 3 оси они обошлись тысяч в 18, и это не самые дорогие. Этот принтер обошелся мне примерно в 30-35 тыс. Конечно многое я делал сам, у меня есть токарный станок. Только фрезеровку на ЧПУ делал на стороне. Я считаю что это не бешеные деньги. Особенно если сравнить с ценами на не бюджетные принтеры. Ремни обеспечивают быстрое и безлюфтовое перемещение. Уже год принтеру, ремни не растянулись. К тому же есть устройства для их натяжения. 2 двигателя на Z гораздо лучше, нет больших нагрузок на синхронизирующий ремень. Он служит лишь для синхронизации, а не для передачи усилия. Ставьте 2 на Z, небольшая цена за стабильную работу.
Wladimir_TS писал(а):350мм/мин так медленно? или опечатка вышла.
Да, ошибся конечно. в секунду.
Re: Автоматический намоточный станок
Пн янв 25, 2021 09:49:47
Одинаковые движки найти сложновато.
Про 4 тысячи не верю - это всего 2 каретки на самый узкий рельс - 9 мм А минимум надо по 3 каретки на ось, а лучше по 4. + сами рельсы. Фрезеровка на ЧПУ без знакомства - там менее чем за 30к даже разговаривать не будут (хотел корпус для ИНошных часов заказать) - причем как всегда россиянское хамство и скрытая ненависть к каждому клиенту с мелким заказом..
Про 4 тысячи не верю - это всего 2 каретки на самый узкий рельс - 9 мм А минимум надо по 3 каретки на ось, а лучше по 4. + сами рельсы. Фрезеровка на ЧПУ без знакомства - там менее чем за 30к даже разговаривать не будут (хотел корпус для ИНошных часов заказать) - причем как всегда россиянское хамство и скрытая ненависть к каждому клиенту с мелким заказом..
Re: Автоматический намоточный станок
Пн янв 25, 2021 10:25:49
Самый узкий рельс 7мм (MGN7,) 300мм + одна каретка стоит не более 800руб. сама каретка 400.
https://aliexpress.ru/item/100000748047 ... 0113926270
Я такие везде втыкаю где возникает необходимость. Больше нравится чем круглые направляющие.
таких? Такой корпус и будет стоить не мало.

https://aliexpress.ru/item/100000748047 ... 0113926270
Я такие везде втыкаю где возникает необходимость. Больше нравится чем круглые направляющие.
Wladimir_TS писал(а): Фрезеровка на ЧПУ без знакомства - там менее чем за 30к даже разговаривать не будут (хотел корпус для ИНошных часов заказать) ...
Спойлер
Re: Автоматический намоточный станок
Пн янв 25, 2021 11:01:21
Корпус попроще, но не без изысков. 
6 рельс уже 5к + 6 допкареток - в 4 тысячи никак.
С круглыми засада, что в ширпотребе китайском они не каленые от слова совсем, нужно от старых отеческой принтеров. Желательно от телеграфных аппаратов времен заката их строения. - там каленый, а каретки ездят на 6 подшипниках в 2х зонах со сдвигом 120 по углу, один подпирается мощной пружиной - вот это да - суровая вещица. Вал кален ,его не берет ножевка по металлу от слова никак. Так что задача отрезания и закрепления - еще та. Жалко в свое время не натаскал, когда была возможность их вдоволь.
6 рельс уже 5к + 6 допкареток - в 4 тысячи никак.
С круглыми засада, что в ширпотребе китайском они не каленые от слова совсем, нужно от старых отеческой принтеров. Желательно от телеграфных аппаратов времен заката их строения. - там каленый, а каретки ездят на 6 подшипниках в 2х зонах со сдвигом 120 по углу, один подпирается мощной пружиной - вот это да - суровая вещица. Вал кален ,его не берет ножевка по металлу от слова никак. Так что задача отрезания и закрепления - еще та. Жалко в свое время не натаскал, когда была возможность их вдоволь.
Re: Автоматический намоточный станок
Пн янв 25, 2021 11:53:38
Wladimir_TS писал(а):Про 4 тысячи не верю
Если вы заметили, на моем принтере пока 4 рельса, ось у пока на круглых направляющих. Так что про 4 тысячи я писал имея ввиду свой принтер.
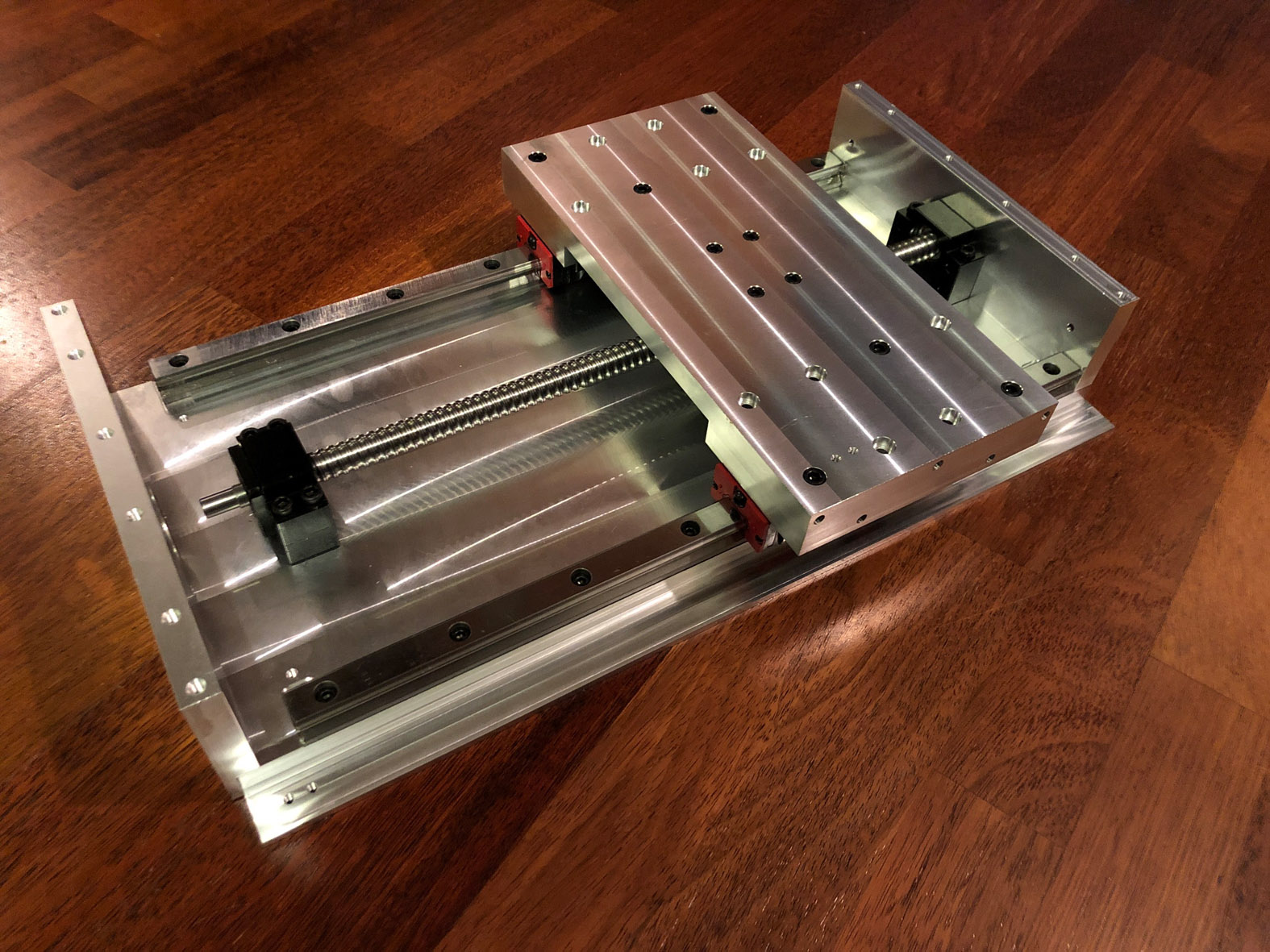
Фрезерую без знакомства, нашел через чипмейкер, уже несколько лет пользуюсь. Просто где я фрезерую, не хапуги. Для примера. Делаю сейчас новый ЧПУ, то что вы видите на фотке мне отфрезеровали за 10тыс. Материал мой, еще 3500. Разве это дорого? Думаю все фрезерные работы за станок обойдутся в 30 тыс. Плюс материал 13. Такого качества за эти деньги на Али не купить, я то знаю, не зря делаю новый вместо моего китаезы.
Круглые направляющие я покупал тут. Нормально закалены, цена приемлема. Ножевкой такие валы никто не пилит, есть болгарка.
Тема плавно перетекла от намоточного станка в 3D принтеры... А я продолжаю его доделывать. Нарисовал корпус, но появилась новая идея относительно его.
Да, кстати, раз возникла темка про часы на ИНках. Это мое основное хобби, все что я делаю из оборудования, делается в том числе и для этого.
Re: Автоматический намоточный станок
Пн янв 25, 2021 12:01:42
Кому - как...мне дорого. Да и опять - вот у вас есть доступ (где живете.....ага) где фрезеруют за столько, у меня нет (точнее есть - но заметно за больше и это единственное место доступное в радиусе 100 км). У всех свои возможности. Одна ШВП на вашем фото сколько стоит ???? И небось ставить уже не шаговый будете, а полноценный серводвигатель.
С другой стороны у вас видимо уже производство часов, а это уже работа и тут в производство надо вкладываться. Затраты отобьются прибылью.
С другой стороны у вас видимо уже производство часов, а это уже работа и тут в производство надо вкладываться. Затраты отобьются прибылью.